
Recommandé
Contenu connexe
Tendances
Tendances (20)
Similaire à UT 9 SOLDADURA MIG MAG Y MIG BRAZING
Similaire à UT 9 SOLDADURA MIG MAG Y MIG BRAZING (20)
Dernier
Dernier (20)
UT 9 SOLDADURA MIG MAG Y MIG BRAZING
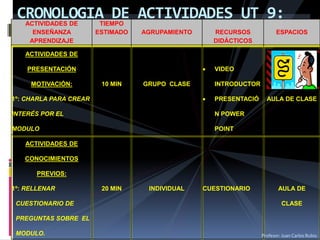
- 1. CRONOLOGIA DE ACTIVIDADES UT 9:ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE PRESENTACIÓN MOTIVACIÓN: 1º: CHARLA PARA CREAR INTERÉS POR EL MODULO 10 MIN GRUPO CLASE VIDEO INTRODUCTOR PRESENTACIÓ N POWER POINT AULA DE CLASE ACTIVIDADES DE CONOCIMIENTOS PREVIOS: 1º: RELLENAR CUESTIONARIO DE PREGUNTAS SOBRE EL MODULO. 20 MIN INDIVIDUAL CUESTIONARIO AULA DE CLASE Profesor: Juan Carlos Rubio
- 2. ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE DESARROLLO DE CONTENIDOS: 1º: ESPECÍFICAS DE LA UNIDAD DE TRABAJO. 2º: SEGÚN METODOLOGÍA. 25 HORAS GRUPO GRANDE Y GRUPO PEQUEÑO LIBRO DE TEXTO CUADERNO DE TRABAJOS EQUIPOS HERRAMIENTA Y MEDIOS AULA DE CLASE Y DE TALLER ACTIVIDADES DE CONTRASTE DE IDEAS: 1º: DEBATE O COLOQUIO SOBRE EL MODULO. 2º: 30 MIN GRUPO CLASE REVISTAS NOTICIAS PRENSA INTERNET BIBLIOTECA CRONOLOGIA DE ACTIVIDADES UT 9: Profesor: Juan Carlos Rubio
- 3. CRONOLOGIA DE ACTIVIDADES UT 9: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE SÍNTESIS RESUMEN: 1º: RESUMEN GENERAL DE LO APRENDIDO. 15 MIN INDIVIDUAL CUADERNO DE CLASE AULA DE CLASE ACTIVIDADES DE CONSOLIDACIÓN: 1º: REALIZACIÓN DE UN TRABAJO MONOGRÁFICO SOBRE EL ASPECTO CENTRAL DEL MODULO. 45 MIN PEQUEÑO GRUPO INTERNET REVISTAS MANUALES TÉCNICOS AUDATEX SALA DE MEDIOS INFORMÁTICOS Profesor: Juan Carlos Rubio
- 4. CRONOLOGIA DE ACTIVIDADES UT 9: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE RECUPERACIÓN Y REFUERZO: 1º: ALUMNOS QUE PRESENTAN DIFICULTADES DE APRENDIZAJE TIEMPO EXTRA ESCOLAR NECESARIO PEQUEÑO GRUPO TRABAJOS Y EJERCICIOS PREPARADOS TEÓRICOS Y PRÁCTICOS AULA DE CLASE ACTIVIDADES DE AMPLIACIÓN: 1º: PERMITE CONTINUAR CONSTRUYENDO CONOCIMIENTOS AL TIEMPO EXTRA ESCOLAR NECESARIO INDIVIDUAL PROGRAMAS INFORMÁTICOS SALA DE INFORMÁTICA Profesor: Juan Carlos Rubio
- 5. CRONOLOGIA DE ACTIVIDADES UT 9: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES COMPLEMENTARIAS Y EXTRAESCOLARES: 1º: VISITA A LA RENAULT DE PALENCIA ASOCIADA CON LA U.T. 2º: VISITA A UN TALLER. TIEMPO EXTRA ESCOLAR NECESARIO GRUPO CLASE CONCESIONARIO CONCERTADO CONCESIONARIO CONCERTADO Profesor: Juan Carlos Rubio
- 6. CRONOLOGIA DE ACTIVIDADES UT 9: ACTIVIDADES DE ENSEÑANZA APRENDIZAJE TIEMPO ESTIMADO AGRUPAMIENTO RECURSOS DIDÁCTICOS ESPACIOS ACTIVIDADES DE EVALUACIÓN: PERMITEN VALORAR EL GRADO DE ADQUISICIÓN DE APRENDIZAJE 1. EXÁMENES TEÓRICO- PRÁCTICOS. 2. VALORACIÓN DEL CUADERNO DE TRABAJO. 3. VALORACIÓN DE LAS APTITUDES/ACTITUD DEL ALUMNO. 3 HORAS GRUPO CLASE EXÁMENES PREPARADOS TEÓRICOS Y PRÁCTICOS AULA DE CLASE Profesor: Juan Carlos Rubio
- 7. ESQUENATEÓRICO DE DESARROLLO DE LOS CONTENIDOS EN EL AULA: EXPLICACIÓNEXPLICAR LA NECESIDADY MISIÓN DE LA SOLDADUR MIG, MAGY MIG-BRAZING. EXPLICACIÓNTEORICA DEL FUNDAMENTOY CARACTERÍSTICAS EXPLICACIÓN DEL PUESTO DETRABAJOY EQUIPO: MANORREDUCTORES. SOPLETEY PISTOLA. PINZA DE MASA MANGERA MANDOS DE CONTROL ACCESORIOS DE PROTECCIÓN. MATERIAL DE APORTACIÓN. EXPLICACIÓN DE LOS GASES CONSUMIBLESQUE SE EMPLEAN: GASES ACTIVOS: CO2Y O2 É HIDROGENOY NITROGENO GASES INERTES: ARGONY HELIO EXPLICACIÓN DE LAS PRECAUCIONESY NORMAS DE SEGURIDAD EN LOSTRABAJOSCON SOLDADURA MIG-MAGY MIG-BRAZING. DESARROLLO DE LOS CONTENIDOS UT 9: Profesor: Juan Carlos Rubio
- 8. ESQUENA DE DESARROLLO DE CONTENIDOS EN ELTALLER: REALIZAR LA REGULACIÓNY ANÁLISIS DE LOS PARÁMETROSQUE INTERVIENEN EN LA SOLDADURA. PREPARACIÓN DEL EQUIPO. REALIZACIÓN DE PRÁCTICAS DE SOLDADURA: POSICIONES DE LAS PIEZAS QUE SE HAN DE SOLDAR. CONDICIONES QUE DEBEN DE REUNIR LAS PIEZAS. PROCEDIMIENTOS DE EJECUCIÓN. TÉCNICA DE LA OPERACIÓN. IRREGULARIDADES DE FUNCIONAMIENTO. COMPROBACIÓN E IDENTIFICACIÓN DE DEFECTOS DE SOLDADURA. APLICACIÓN DE LAS NORMAS DE SEGURIDAD. DESARROLLO DE LOS CONTENIDOS UT 9: Profesor: Juan Carlos Rubio
- 9. CONOCER LA CONSTITUCIÓN, EL MANEJO Y UTILIZACIÓN DEL EQUIPO DE SOLDADURA. ANALIZAR EL FUNDAMENTO DE LA SOLDADURA. CONOCER LAS CARACTERÍSTICAS Y PARÁMETROS DEL EQUIPO DE SOLDADURA MIG-MAG Y MIG- BRAZIGN. IDENTIFICAR LOS ELEMENTOS QUE CONSTITUYEN EL EQUIPO DE SOLDADURA. IDENTIFICAR LAS DISTINTAS FASES DEL PROCESO DE SOLDADURA. CONOCER LOS TECNICAS DE SOLDADURA Y SU EJECUCIÓN. ANALIZAR E INTERPRETAR DOCUMENTACIÓN TÉCNICA. OBJETIVOS DE LA UT 9: OBJETIVOS GENERALES OBJETIVOS MÍNIMOS (CRITERIOS DE EVALUACIÓN) Profesor: Juan Carlos Rubio
- 10. REALIZAR DISTINTOS TIPOS DE UNIÓN MEDIANTE LA SOLDADURA MIG-MAG Y MIG-BRAZING. ANALIZAR, CONOCER E IDENTIFICAR DEFECTOS. ADQUIRIR TÉCNICAS DE SOLDADURA. REALIZAR SOLDADURAS EN DISTINTAS POSICIONES. APLICAR LAS NORMAS ESPECÍFICAS DE SEGURIDAD. COOPERAR EN LA ORGANIZACIÓN DEL ENTORNO. COLABORAR EN LA ORGANIZACIÓN DE TALLER POTENCIAR LA CAPACIDAD DE LOS ALUMNOS PARA TRABAJAR EN EQUIPO RELACIONARSE CON EL GRAN GRUPO Y RESPETAR LAS NORMAS DE CONVIVENCIA. OBJETIVOS DE LA UT 9: OBJETIVOS GENERALES OBJETIVOS MÍNIMOS (CRITERIOS DE EVALUACIÓN) Profesor: Juan Carlos Rubio
- 11. CONTENIDOS TEORICO-PRACTICOS DEL MODULO DE ELEMENTOS FIJOS: Profesor: Juan Carlos Rubio
- 12. CONOCER EL EQUIPO DE SOLDADURA MIG-MAGY BRAZING APRENDER LA CORRECTA UTILIZACIONYVENTAJAS DE LA SOLDADURA MIG-MAGY BRAZING PARA IDENTIFICAR LOS DEFECTOS DE LA SOLDARURA CONOCERY APLICAR LOS MEDIOS DE SEGURIDAD EN ESTE EQUIPO CONOCEREMOSY SABREMOS EFECTUAR LOS PROCESOS DE REPARACION DE ELEMENTOS FIJOS DE LA CARROCERIA DE NUESTRO VEHICULO POR QUE ES IMPORTANTE ESTA UNIDAD DE TRABAJO? Profesor: Juan Carlos Rubio
- 13. QUE VAMOS A APRENDER EN ESTA UNIDAD?: LAS FASES DEL PROCESO DE SOLDADURA. CUALES SON LAS PARTES DEL EQUIPO COMO SE REALIZA LA REGULACION DE PARAMETROS DEL EQUIPO QUE RIESGOSY NORMAS DE PREVENCION EXISTEN EN LOS PROCESOS Profesor: Juan Carlos Rubio
- 14. CUAL ES EL FUNDAMENTO DE LA SOLDADURA MIG-MAGY BRAZING? QUE CONSUMIBLES SE EMPLEAN? QUE RIESGOS EXISTENY COMO SE PREVIENEN? QUE DEFECTOS PUEDEN PRODUCIRSE EN LOS PROCESOS DE SOLDADURA? ACTIVIDAD DE CONOCIMIENTOS PREVIOS Profesor: Juan Carlos Rubio
- 15. UNIDAD DIDÁCTICA 9: SOLDADURA DE ARCO ELECTRICO MIG-MAG Y MIG-BRAZING (30 HORAS) Profesor: Juan Carlos Rubio 1. FUNDAMENTO, CARACTERISTICASYVENTAJAS 2. PARAMETROS DE LA SOLDADURA MIG-MAG 3. COMSUMIBLES (GASESY ELECTRODO DE ALAMBRE) 4. CONSTITUCION DEL EQUIPO DE SOLDEO 5. TIPOS DE UNIONES EN LA SOLDADURA MIG-MAG 6. PROCESO DE SOLDEO (PROCESOTEORICOYTECNICA) 7. DEFECTOS É INCIDENCIAS MAS HABITUALES 8. NORMAS DE SEGURIDADY RIESGOS EN SODEO MIG-MAG 9. SOLDADURA FUERTE MIG-BRAZING 10. SOLDADURA MIG EN ALUMINIO 1. NORMAS DE SEGURIDAD É HIGIENE EN LAS OPERACIONES DE SOLDADURA MIG-BRAZING
- 16. 1. FUNDAMENTOYCARACTERISTICASDELA SOLDADURA MIG-MAG:(GMAW) Profesor: Juan Carlos Rubio 1. POR LATEMPERATURA DE FUSION DE LOS MATERIALES: TIPOS DE SOLDADURAS EN REPARACION DE E.F.:
- 17. Profesor: Juan Carlos Rubio 2. POR LA NATURALEZA DE LOS MATERIALES: TIPOS DE SOLDADURAS EN REPARACION DE E.F.: Soldadura MIG-BRAZING
- 18. Profesor: Juan Carlos Rubio 2. POR LA NATURALEZA DE LA FUENTE DE CALOR: TIPOS DE SOLDADURAS EN REPARACION DE E.F.: Soldadura MIG-BRAZING
- 19. 1.1 FUNDAMENTODELASOLDADURA MIG-MAG: Profesor: Juan Carlos Rubio QUE ES UNA SOLDADURA?: PROCESO POR EL CUAL SE CONSIGUE LA UNION PERMANENTE DE DOS PIEZAS METALICAS MEDIANTE LA FUSION DEL METAL DEL QUE ESTAN CONSTITUIDAS LA SOLDADURA MIG-MAG ES UNAVERDADERA SOLDADURA HOMOGENEA CUYA FUSION SE PRODUCE MEDIANTE UN ARCO ELECTRICO
- 20. 1.2CARACTERISTICASDELASOLDADURAMIG-MAG: Profesor: Juan Carlos Rubio EL ARCO ELECTRICO SE PRODUCE ENTRE EL EXTREMO DEL ELECTRODO Y LAS PIEZAS EMPLEA UN ROLLO DE ALAMBRE CONSUMIBLE DE ACERO REVESTIDO CON CU (MAG) , DE ALEACION DE CU (MIG- BRAZING) Ó DE ALUMINIO (MIG) EL BAÑO DE FUSION SE PROTEGE DEL OXIDO CON GASES INERTESY ACTIVOS (DEPENDE DEL MATERIAL A SOLDAR) SE EMPLEA EN REPARACION (CUANDO NO ES POSIBLE LA SOLDADURA POR PUNTOS DE RESISTENCIA) SISTEMA SEMIAUTOMATICO (PUDIENDOSE AUTOMATIZAR)
- 21. CARACTERISTICASDELASOLDADURAMIG-MAG: EL METODO MIG (METAL GAS INERTE) EMPLEA ARGONY HELIO Ó MEZCLA, PARA ALUMINIO, COBRE, ACERO INOXIDABLE Y CHAPAS GALVANIZADAS EL METODO MAG (METAL GASACTIVO) EMPLEA CO2 SOLO, CO2 MEZCLADO CON ARGONY O2 MEZCLADO CON ARGON, PARA ACEROS PUROS Ó DE BAJA ALEACION COMO GAS ACTIVO PUEDE EMPLEA TAMBIEN NI É HI OTRO SISTEMA SIMILAR ES EL FCAW: EMPLEA UN ELECTRODO HUECO RELLENO DE FUNDENTEY PRODUCIENDO ESCORIA SOLDADURA CON ELECTRODO TUBULAR FCAW PRINCIPIO DE FUNCIONAMIENTO DE LA SOLDADURA MIG-MAGProfesor: Juan Carlos Rubio
- 22. VIDEO DEMOSTRATIVO SOLDADURA MIG-MAG Profesor: Juan Carlos Rubio VIDEO SOBRE ROBOT AUTOMATIZADO DE SOLDADURA MIG-MAG (2 MIN) VIDEO SOBRE SOLDADURA ROBOTIZADA DE UN SILENCIOSO (1 MIN)
- 23. 1.3VENTAJASDELASOLDADURAMIG-MAG: Profesor: Juan Carlos Rubio PUEDE UTILIZARSE PARA SOLDAR CUALQUIERTIPO DE MATERIAL INCORPORA EL MATERIAL DE APORTACION SE PUEDE REALIZAR EN CUALQUIER POSICION NO PRODUCE ESCORIA LA ELEVACION DETª EN LOS MATERIALES ES REDUCIDA (1200ºC DETª ) BUENA PENETRACIONY RESISTENCIA FACIL MANEJO ECONOMICA
- 24. EFECTO DE LA POLARIDAD DIRECTA É INVERSA TIPO DE CORRIENTE (CC CON POSIBILIDAD DE CA,TENSION 15/35V. É INTENSIDAD 75/350A.) POLARIDAD DE LA CORRIENTE DE SOLDADURA POLARIDAD DIRECTA: ELECTRODO-/PIEZA+ PARA CHAPAS DE MAYOR ESPESOR CON MAYOR PENETRACION POLARIDAD INVERSA: ELECTRODO+/PIEZA- PARA MENORES ESPESORES CON MENOS PENETRACION 2.PARAMETROSDELASOLDADURAMIG-MAG Profesor: Juan Carlos Rubio
- 25. TENSION DE SOLDADURA (SETRANSMITE DE FORMA CONSTANTE HASTA EL EXTEMO DEL HILO, PEROVARIA DEPENDIENDO DE LA INTENSIDAD DIAMETRO DE ELECTRODO,TIPO DE MATERIAL, GROSORY LA LONGITUD DE ARCO (DISTANCIA DEL EXTREMO DEL ELECTRODOA LA PIEZA) AUMENTANDO SI AUMENTA ESTA, UN SONIDO UNIFORME DEARCO INDICA TENSIONY LONGITUD DE ARCO CORRECTOS) PARAMETROSDELASOLDADURAMIG-MAG Profesor: Juan Carlos Rubio
- 26. INTENSIDAD DE SOLDADURA (VIENE DETERMINADA POR LA TENSION,VELOCIDAD DEL HILOY LONGITUD DE ARCO SELECCIONADOS, EL EQUIPO ES CAPAZ DE AUTORREGULARSE,ASI PARA UNATENSIONY VELOCIDAD DE HILO CONCRETAS, SI SE ALEJA LA BOQUILLA AUMENTANDO LA LONGITUD DEL ARCO, SE INCREMENTA LATENSIONY SE DISMINUYE LA INTENSIDADYVICEVERSA. IGUAL OCURRE AL AUMENTAR LAVELOCIDAD DE SOLDEOY DE ALIMENTACION DE HILO, AUMENTANDO LA INTENSIDAD) PARAMETROSDELASOLDADURAMIG-MAG •MAYOR LONGITUD DE ARCO •MAS TENSION •MENOS INTENSIDAD •CORDON PLANO •POCA PENETRACION •POCA HOMOGENEIDAD •MENOR LONGITUD DE ARCO •MENOS TENSION •MAS INTENSIDAD •MAS PENETRACION •CORDON ABULTADO •SIN HOMOGENEIDAD Profesor: Juan Carlos Rubio •SONIDO UNIFORME DEL ARCO DE SOLDADURA
- 27. DIAMETRO DEL ALAMBRE (ESPESOR DE LA CHAPA A SOLDAR/2, EN AUTOMOCION ENTRE 0,6/0,8 mm PARA ACEROY 1,2 mm PARA ALUMINIO) CAUDAL GAS EN LA BOTELLA (RESULTA DE MULTIPLICAR 10 POR EL DIAMETRO DEL HILO + 2 L/MIN POR LAS CORRIENTES,APROX. ENTRE 10/15 LITROS/MIN) VELOCIDAD DEL HILOY DE SOLDEO (LAVELOCIDAD DEL HILO VARIA ENTRE 1Y 15 M/MIN, SIENDO MAYOR CON MAYORES INTENSIDADES YVICEVERSA, LAVELOCIDAD DE SOLDEO DEPENDE DE LA INTENSIDAD,O, MATERIAL,GROSORY POSICION) PARAMETROSDELASOLDADURAMIG-MAG Profesor: Juan Carlos Rubio
- 28. INCLINACION DE SOLDEO (ENTRE 70/80º RESPECTO A LAVERTICAL) SEPARACION DE LAS PIEZAS A UNIR (DEPENDE DEL GROSOR) DIRECCIONY DISTANCIA DE LA BOQUILLA (A IZQUIERDASÓ POR EMPUJE PARA CHAPAS MAS FINAS Ó A DERECHAS POR ARRASTRE PARA ESPESORES ENTRE 3Y 5 mm, DISTANCIA/SEPARACIONOPTIMA 5mm) PARAMETROSDELASOLDADURAMIG-MAG A DERECHAS / PORARRASTRE DE 6 MM EN ADELANTE A IZQUIERDAS/POR EMPUJE EN CHAPAS DE HASTA 6 MM Profesor: Juan Carlos Rubio
- 29. EMPLEA UN ROLLO DE ALAMBRE CONSUMIBLE DE ACERO REVESTIDO CON CU (MAG) , DE ALEACION DE CU (MIG-BRAZING) Ó DE ALUMINIO (MIG) DEBE SER DEL MISMO MATERIAL DE LAS PIEZAS A SOLDAR SE SUMINISTRA EN ROLLOS DE 15 KG 3.COMSUMIBLES(MATERIALDEAPORTE YGASES) Profesor: Juan Carlos Rubio MATERIAL DE APORTACION: ALAMBRE BOBINAS DE HILO DE AL (MIG)Y ALEACION DE CU (MIG-BRAZING)
- 30. EL METODO MAG, EMPLEA CO2 SOLO, CO2 MEZCLADO CON ARGON (PROTAR, PROTONIC, HERLAC, ARCAROX)Y O2 MEZCLADO CON ARGON, PARA SOLDAR ACEROS PUROSY DE BAJA ALEACION Profesor: Juan Carlos Rubio GASES:SOLDADURA MAG(METAL GAS ACTIVO)
- 31. EL METODO MIG Y MIG- MAG, EMPLEAN ARGONY HELIO Ó MEZCLA, PARA SOLDAR ALUMINIO, COBRE, ACERO INOXIDABLEY CHAPAS GALVANIZADAS (SE ALMACENAN EN BOTELLAS DE 50 LITROS A 150 BAR) EL ARGON, EL HELIOY EL CO2 NO SONTOXICOS, PERO PUEDEN PROVOCAR ASFIXIA POR DESPLAZAMIENTO DEL OXIGENO Profesor: Juan Carlos Rubio GASES:SOLDADURA MIG(METAL GAS INERTE)
- 32. IDENTIFICACIONDELASBOTELLASQUECONTIENENLOSGASES: Profesor: Juan Carlos Rubio OJIVA IDENTIFICACIONY MARCADO DE LA BOTELLA SE REALIZA MEDIANTE LA ETIQUETA DE BANANA SITUADA EN LA OJIVA NORMA UNE-EN 1089.3 2004
- 33. COLOR É IDENTIFICACION SEGÚN PROPIEDADES IDENTIFICACIONDELABOTELLASPORELCOLORDESUOJIVA(1) Profesor: Juan Carlos Rubio COLOR DE LA OJIVA SEGÚN LA PELIGROSIDAD DEL GAS QUE CONTIENE
- 34. COMPARATIVA DE LA IDENTIFICACIONANTIGUAY ACTUAL IDENTIFICACIONDELABOTELLASPORELCOLORDESUOJIVA(2) Profesor: Juan Carlos Rubio
- 35. IDENTIFICACION DE BOTELLAS CON MAS DE UN GAS IDENTIFICACIONDELABOTELLASPORELCOLORDESUOJIVA(3) Profesor: Juan Carlos Rubio
- 45. EL EQUIPO DE CONSTA DE: PUESTO DETRABAJO FUENTE DE ALIMENTACION MECANISMO DE ALIMENTACION DE ALAMBRE/ELECTRODO PISTOLA, SOPLETE/ANTOCHA Y MANGUERA PINZA DE MASAS CIRCUITO DE GAS PROTECTOR (BOTELLAS, MANOREDUCTORY CAUDALIMETRO) MANDOS DE CONTROL 4.CONSTITUCIONDELEQUIPO ELEMENTOS DEL EQUIPO MIG-MAGProfesor: Juan Carlos Rubio
- 46. PUESTO DETRABAJO CONSTA DE: PUESTO DE SOLDEO PANTALLA DE AISLAMIENTO EXTRACTOR DE HUMOS (SE PRODUCE OXIDO NITRICO NO2Y OZONO) MANTA IGNIFUGA Profesor: Juan Carlos Rubio PUESTO DE TRABAJO
- 47. SU MISION ESTRANSFORMAR LA CORRIENTE ALTERNA DE RED EN CORRIENTE CONTINUA DE SOLDADURA (20/50V.Y 0/500 A.) CONSTA DE: TRANSFORMADOR PARA REDUCIR LATENSIONY AUMENTAR LA INTENSIDAD RECTIFICADOR DE CORRIENTE ALTERNA (AC) DE RED EN CC (DC) PUEDE EMPLEAR POLARIDAD DIRECTA É INVERSA ENTRE ELECTRODOYPIEZA (-/+, +/-) (NORMALMENTE EMPLEA INVERSA) FUENTE DE ALIMENTACION (1) Profesor: Juan Carlos Rubio EQUIPO MIG-MAG CONVENCIONAL CON TRANSFORMADORY RECTIFICADOR
- 48. PUEDE INCORPORAR: SISTEMA SINERGICO: AUTORREGULA EL ARCO, ESTABLECIENDO LOS PARAMETROS DETENSION É INTESIDAD DE SOLDADURA DE FORMA AUTOMATICA, INTRODUCIENDO PRIMERO VALORES DE ESPESOR DE CHAPA, O DEL ELECTRODO, GASYTIPO DE MATERIAL FUENTE DE ALIMENTACION (2) Profesor: Juan Carlos Rubio LL L
- 49. PUEDE INCORPORAR: SISTEMA INVERTER: EMPLEA UN CIRCUITO ELECTRONICOTRANSISTORIZADO,CAPAZ DE RECTIFICAR LA TENSION A BAJA CORRIENTE CONTINUA É INTENSIDADALTA (NO LLEVATRANSFORMADORY NO NECESITA RECTIFICADOR DE AC A DC) FUENTE DE ALIMENTACION (3) Profesor: Juan Carlos Rubio EQUIPO MIG-MAG INVERTER INTERIOR DE UN EQUIPO MIG-MAG CON TECNOLOGIA INVERTER •CONVIERTEN LA FRECUENCIA DE RED DE 50 HZ A 50 000 HZ POR MEDIO DE INVERSORES •SE REDUCE EL PESO ENTRE 5Y 10VECES •EFICACIA ELECTRICA DEL 95% •SE CALIENTAN MENOS •TRABAJA CON INTENSIDADES MINIMAS •TIENE FUNCIÓN ANTIPEGADOY CALENTADO DEL ELECTRODO PARA FACILITAR EL CEBADO •EN PIEZAS SUCIASÓ POSICIONES COMPLICADAS DONDE SE PUEDE EXTINGUIR EL ARCO GENERAN UN REFUERZO DE ARCO
- 50. EQUIPO SINERGICO É INVERTER (MADOS DE CONTROL) FUENTE DE ALIMENTACION (4) Profesor: Juan Carlos Rubio MANDOS DE CONTROL DE UN EQUIPO INVERTER SINERGICO
- 51. EQUIPO SINERGICO É INVERTER (INVERSORES) FUENTE DE ALIMENTACION (5) Profesor: Juan Carlos Rubio
- 52. FUENTE DE ALIMENTACION (6) Profesor: Juan Carlos Rubio
- 53. VIDEO DEMOSTRATIVO SOLDADURA MIG-MAG Profesor: Juan Carlos Rubio VIDEO SOBRE CARACTERISTICASY MANDOS DE CONTROL DE EQUIPOS MIG-MAG INVERTER/SINERGICOS I (2 MIN) VIDEO SOBRE CARACTERISTICASY MANDOS DE CONTROL DE EQUIPOS MIG-MAG INVERTER/SINERGICOS II (2 MIN)
- 54. ENCARGADO DE SUMINISTRAR ALAMBRE/ELECTRODO DE FORMA CONSTANTE EN FUNCIÓN DE LOS PARAMETROS ELEGIDOS CONSTA DE: DEVANADORA (MOTOR ELECTRICO DEVELOCIDADCONSTANTE EN FUNCIÓN DE LA INTENSIDAD) PORTABOBINA (EJE SOBRE EL QUE SE MONTA LA BOBINA CON FRENO POR SU INERCIA) RODILLOS DE ARRASTRE/EMPUJE 2/4 (RODILLOGUIA DE ARRASTRE CONACANALADURA EN “V” PARA ACEROY EN “U” PARA ALUMINIOY RODILLO LIBRE DE PRESION, PUEDE LLEVAROTRO SISTEMA DE ARRASTRE EN LA ANTORCHA PUSH/PULL) ENDEREZADOR TORNILLO DE REGULACION DE PRESION MECANISMO DE ALIMENTACION DE ALAMBRE(1 Profesor: Juan Carlos Rubio
- 55. INSTALACION DEL ALAMBRE/ELECTRODO: INSTALAR LA BOBINA INTRODUCIR EL ALAMBRE COMPROBANDO EL DIAMETRO DEL ELECTRODO COINCIDE CON EL BISEL DE LOS RODILLOS REGULAR LA PRESION DE LOS RODILLOS (SI ES EXCESIVA SE ATASCAY SI ES ESCASA PATINARA) CORTAR EL ALAMBRE A UNOS 10 mmY AJUSTAR LA PRESION DE LA BOBINA MECANISMO DE ALIMENTACION DE ALAMBRE(2 Profesor: Juan Carlos Rubio
- 56. SISTEMA DE RODILLOS DE ARRASTRE EN LA ANTORCHA PUSH/PULL DIFERENTES SISTEMAS DE ARRASTRE/EMPUJE MECANISMO DE ALIMENTACION DE ALAMBRE(3 Profesor: Juan Carlos RubioSISTEMA DE 4 RODILLOS ENGRANADOS SISTEMA DE RODILLOSY CARRETE EN LA ANTORCHA SPOOL GUN
- 57. DIFERENTES ACANALADURAS É IDENTIFICACION DEL RODILLO MECANISMO DE ALIMENTACION DE ALAMBRE(4 Profesor: Juan Carlos RubioACANALADURA É IDENTIFICACION DEL RODILLO
- 58. SU MISION ES APORTAR EL HILO, GAS DE PROTECCIONY LA ENERGIA ELECTRICA PARA ESTABLECER EL ARCO, MEDIANTE UN PULSADOR (PUEDE LLEVAR LLEGADAY RETORNO DEL FLUIDO DE REFRIGERACION) PISTOLA (1) Profesor: Juan Carlos Rubio
- 59. ESTA FORMADA POR: SOPLETE/ANTORCHA (PROVISTO DE UN CUELLO DE CISNE PARA APUNTAR MEJOR) PISTOLA (2) ELEMENTOS QUE COMPONEN LA PISTOLA DE SOLDADURA Profesor: Juan Carlos Rubio
- 60. Profesor: Juan Carlos Rubio PISTOLA (3) ESTA FORMADA POR: EMPUÑADURA/PULSADOR (AGARRADEROCON MICROINTERRUPTOR)
- 61. Profesor: Juan Carlos Rubio PISTOLA (4) ESTA FORMADA POR: MANGUERA/SIRGA (CONECTA LA PISTOLA CON EL CUERPO DE LA MAQUINA, SON DE 3 METROS PARA HILO DEACEROY 1,5 PARA ALUMINIO,CONSTA DE UNA CAMISA INTERIOR INTERCAMBIABLE DE ACERO PARA HILO DE ACERO Ó DETEFLON, NYLONY FIBRA DE CARBONO PARA ALUMINIOY ALEACION DE COBRE EN LA MIG-BRAZING)
- 62. Profesor: Juan Carlos Rubio PISTOLA (5) PROCESO DE SUSTITUCION DE LA SIRGA/CAMISA SEGÚN HILO:
- 63. Profesor: Juan Carlos Rubio PISTOLA (6) ES FORMADAS POR: TOBERA/BOQUILLA DE CONTACTO (TRANSMITEN EL GAS DE PROTECCIONY LA CORRIENTE DE SOLDADURAAL ALAMBRE, SIENDO INTERCAMBIABLES SEGÚN EL DIAMETRO DEL HILO)
- 64. ENCARGADA DE HACER QUE SE CIERRE EL CIRCUITO (+/- Ó -/+) PINZAS DE MASA Profesor: Juan Carlos Rubio
- 65. CIRCUITO DE GAS PROTECTOR ABASTECE DE GAS A LA TOBERA ESTA COMPUESTO POR: BOTELLA DE GAS (OJIVA) MANORREDUCTORY CAUDALIMETRO ELECTROVALVULA DE PASO DE GAS SONDA (SE INDICA CON UN PUNTO AZULY SE DISPONE PARA MEJOR MEZCLADO DE GASES) CIRCUITO DE GAS PROTECTOR (1) Profesor: Juan Carlos Rubio
- 66. ACOPLADA AL CUERPO DE LA MAQUINAY FIJADA POR UNA CADENA Ó ELEMENTO SIMILAR BOTELLAS DE GAS OJIVA BOTELLA DE GAS PROTECTOR Profesor: Juan Carlos Rubio
- 67. INDICANY REGULAN LA PRESIONY CAUDAL DE GAS EN LA BOTELLA (POCA PRESION POCA PROTECCIONY MUCHA PRESION FORMA UN TORBELLIINO QUE ARRASTRA EL AIRE AMBIENTE DENTRO DE LA ZONA DE PROTECCIONY CONTAMINA LA SOLDADURA) MANORREDUCTOR Y CAUDALIMETRO (1) Profesor: Juan Carlos Rubio
- 68. NUEVO SISTEMA DE CONEXIÓN RAPIDA SIN CAUDALIMETRO LLAVE DE APERTURA CAUDALIMETROTARADO FIJO MANOMETRO Profesor: Juan Carlos Rubio •PARA UN HILO DE 0,8 MM SE TARA A (0.8·10)+0,2 POR LAS CORRIENTES. 10L/MIN MANORREDUCTOR Y CAUDALIMETRO (2)
- 69. PERMITE EL PASO DE GAS AL ACCIONAR EL MICROINTERRUPTOR DE LA PISTOLA Profesor: Juan Carlos Rubio ELECTROVALVULA DE PASO DE GAS
- 70. SITUADOS EN EL FRONTAL DE LA MAQUINA, DESTACAN: CONTROL DETENSION/INTENSIDAD CONTROL DEVELOCIDAD DE HILO TEMPORIZADORES DETIEMPO DE SOLDADURAYTIEMPO DE PARADA MANDOS DE CONTROL (1) ELEMENTOS DE UN PANEL DE MANDO DE UN EQUIPO SINERGICO Profesor: Juan Carlos Rubio
- 71. MANDOS DE CONTROL DE UN EQUIPO INVERTER: MANDOS DE CONTROL (2) ELEMENTOS DE UN PANEL DE MANDO DE UN EQUIPO SINERGICO É INVERTER Profesor: Juan Carlos Rubio
- 72. MANDOS DE CONTROL (3) Profesor: Juan Carlos Rubio
- 73. MANDOS DE CONTROL (4) Profesor: Juan Carlos Rubio
- 74. MANDOS DE CONTROL (5) Profesor: Juan Carlos Rubio
- 75. MANDOS DE CONTROL (6) Profesor: Juan Carlos Rubio
- 76. MANDOS DE CONTROL DE UN EQUIPO SINERGICO/INVERTER: MANDOS DE CONTROL (7) Profesor: Juan Carlos Rubio MANDOS DE CONTROL DE UN EQUIPO INVERTER SINERGICO
- 77. EQUIPO DE PROTECCION PERSONAL: (EPIS) GAFAS INACTINICAS (FACTOR DE PROTECCION SUPERIORA 11) CALZADO, GUANTES, PETO EQUIPO DE PROTECCION PERSONAL CARETA DE PROTECCION ACTIVA PRENDAS DE PROTECCION DEL SOLDADORProfesor: Juan Carlos Rubio
- 78. PRECISAN EL SIGUIENTE MANTENIMIENTO: LIMPIAR LAS PROYECCIONES DE LA TOBERA DE LA BOQUILLA (MEDIANTE SPRAY ANTIADHERENTE PARA EVITAR CORTOCIRCUITOS) REVISAR EL AJUSTE DE LOS RODILLOSY EL FRENO DE LA BOBINA COMPROBAR EL DESGASTE DELA BOQUILLA DE CONTACTO CALIBRADA NO UTILIZAR LA ANTORCHA COMO MARTILLO NOTIRAR DEL CABLE DE CONEXIÓN PARA MOVER LA MAQUINA ESTIRAR BIEN LA MANGUERA PARA EVITAR QUE EL HILO SE ENROLLE LIMPIAR EL POLVO DEL INTERIOR DE LA MAQUINA CON AIRE A PRESION 4.1MANTENIMIENTODELEQUIPO PROTECTOR TOBERAYTUBO DE CONTACTO Profesor: Juan Carlos Rubio CONSTITUCION DEL EQUIPO MIG-MAG
- 79. VIDEO DIDACTICO SOLDADURA MIG-MAG Profesor: Juan Carlos Rubio VIDEO SOBRE CONSTITUCION DEL EQUIPO DE SOLDADURA MIG-MAG CESVIMAP GOOD (10 MIN)
- 80. LAS UNIONES MAS EMPLEADAS SON: UNION ATOPE UNION A SOLAPE SUPERPUESTA/SOLAPE ESCALONADO 5.TIPOSDEUNIONES UNION A SOLAPE ESCALONADOUNION ATOPE Profesor: Juan Carlos Rubio
- 81. ESPESOR EN PUNTOS ATAPON EN ALUMINIO UNIONES MAS EMPLEADAS: UNION POR PUNTOS ATAPON ( EN ACERO:TALADRO DE 5 MM PARA CHAPA DE 0,8/1Y DE 7 MM PARA CHAPA DE 1,5, DISTANCIA ENTRE PUNTOS 10 x DIAMETRO DEL TALADRO; EN AL MAYOR DIAMETRO) SOLDADURA POR PUNTO CALADO (ATAPON SINTALADRO CON ELEVADA INTENSIDAD) TIPOSDEUNIONES SOLDADURA ATAPONY EJECUCION BOQUILLA PARA SOLDAR POR PUNTOS ELIMINACION DEL PUNTO DE SOLDEO Profesor: Juan Carlos Rubio
- 82. UNIONES MAS EMPLEADAS: SOLDADURA DE CORDON CONTINUO A INTERVALOS (MENOS CALORY MENOS DEFORMACION DE LAS PIEZAS) TIPOSDEUNIONES SOLDADURA POR PUNTOS, INTERVALOSY DE CORDON CONTINUO (AJUSTANDO ELTIEMPO DE SOLDADURAY ENFRIAMIENTO) SOLDADURA CONTINUA (EXCESIVOCALENTAMIENTO) Profesor: Juan Carlos Rubio
- 83. OTROSTIPOS DE UNIONES: TIPOSDEUNIONES Profesor: Juan Carlos Rubio
- 84. OTROSTIPOS DE UNIONES: Profesor: Juan Carlos Rubio SOLDADURA DE RELLENO A SOLAPE SOLDADURA DE RELLENO DE GRIETA EN “V ” TIPOSDEUNIONES
- 85. MUCHAS DE LAS CAUSAS DEL MAL FUNCIONAMIENTO DEL EQUIPOY DE LOS DEFECTOS DE SOLDADURA, SE PRODUCEN POR: INCORRECTA REGULACION DE LOS PARAMETROS INCORRECTA EJECUCION DEL PROCESO DE SOLDEO 6.PROCESODESOLDEO SUJECCION CORRECTA DE LA PISTOLA Profesor: Juan Carlos Rubio
- 86. PAUTAS GENERALESTEORICAS PREVIAS: PREPARACIONY ORGANIZACIÓN DEL PUESTO DETRABAJO (EPIS, AISLAMIENTOY PROTECCIONES DELVEHICULOS) DESCONECTAR LA BATERIA (INSTALAR UN PROTECTOR DE CIRCUTITOS ELECTRONICOS) PREPARACION DE LOS BORDES DE LA PIEZA (LIMPIEZAY CHAFLAN) ELECCION DELTUBO DE CONTACTO (EN FUNCIÓN DE HILO) ELECCION DEL MATERIAL (EN FUNCIÓN DEL METAL BASE) REGULACION DEL CAUDAL PROCESOTECNICO DE SODEO Profesor: Juan Carlos Rubio 6.1PROCESOTEORICO
- 87. PUNTEADO PREVIO: DISTANCIA DE LAS PIEZASY CHAFLAN: Profesor: Juan Carlos Rubio 6.2TECNICADESOLDEO
- 88. FORMA DE SUJETAR LA PISTOLA: MANO DERECHA EN LA EMPUÑADURA PULSANDO EL INTERRUPTOR MANO IZQUIERDA SUJETANDOY GUIANDO EL CUELLO Profesor: Juan Carlos Rubio TECNICADESOLDEO
- 89. DISTANCIA DE LA BOQUILLA A LAS PIEZAS DE 3 A 5 MM Profesor: Juan Carlos Rubio TECNICADESOLDEO
- 90. DIRECCION DE LA SOLDADURA: Profesor: Juan Carlos Rubio A DERECHAS / PORARRASTRE DE 6 MM EN ADELANTE A IZQUIERDAS/POR EMPUJE EN CHAPAS DE HASTA 6 MM TECNICADESOLDEO
- 91. INCLINACION DE LATOBERA DE LA PISTOLA: TECNICADESOLDEO Profesor: Juan Carlos Rubio
- 92. SEGÚN EL REGIMEN DETENSION, INTENSIDADY DISTANCIA DELTUBO DE CONTACTO AL BORDE DE LA TOBERA: 1ºTRANSFERENCIA POR ARCO CORTO Ó CORTOCIRCUITO (LA MAS EMPLEADA EN MIG-MAG) 2ºTRANSFERENCIA POR ARCO LARGO Ó SPRAY 3ºTRANSFERENCIA POR ARCO PULSADO 4ºTRANSFERENCIA GLOBULAR 6.3TIPOSDETRANSFERENCIADELAFUSION Profesor: Juan Carlos Rubio
- 93. 1ºTRANSFERENCIA POR ARCO CORTO Ó CORTOCIRCUITO : (ES LA MAS EMPLEADA EN AUTOMOCION POR APORTAR POCO CALOR EN ESPESORES PEQUEÑOS, SUCESION DE DIVERSOS CORTOCIRCUITOSQUE SUENANCOMO UN ZUMBIDO CONSTANTE, SIMILARAL DE UNA MOTO, HILO DE 0,8 mm,TENSION 15/20V., INTENSIDAD 50/150A. DISTANCIA DELTUBO DE CONTACTO AL BORDE DE LATOBERA 0 mmY DE LATOBERA A LA PIEZA 15 mm) Profesor: Juan Carlos Rubio TIPOS DE TRANSFERENCIA DE LA FUSION (1)
- 94. 2ºTRANSFERENCIA POR ARCO LARGO Ó SPRAY : (SE EMPLEA PARA RECARGES DE REFUERZO EN CHAPAS DE MAS DE 3 mm DE ESPESOR, EL ALAMBRE SE FUNDEGOTEANDOY FORMADO UNA NUBE BRILLANTE DE GOTAS METALICAS,TENSION 20/35V., INTENSIDAD 100/500A. DISTANCIA DELTUBO DE CONTACTO AL BORDE DE LATOBERA 5 mmY DE LATOBERA A LA PIEZA 15 mm) Profesor: Juan Carlos Rubio TIPOS DE TRANSFERENCIA DE LA FUSION (2)
- 95. 3ºTRANSFERENCIA POR ARCO PULSADO:(SE EMPLEA EN EQUIPOS SINERGICOS CONTECNOLOGIA INVERTER, PARA PIEZAS DE PEQUEÑO ESPESOR, MANTIENE UNATENSION BASE CONSTANTE, COMBINADACON OTRA CORRIENTE PICO DE ALTA INTENSIDAD APLICADAA INTERVALOS ENTRE 1Y 2,5 SG, LA FUSION SE TRANSFIERE POR GOTEO, SIN CORTOCIRCUITO, SIN SALPICADURASY REDUCIENDO EL CALOR,ACABADO DE CALIDADY ALTA RESISTENCIA) Profesor: Juan Carlos Rubio TIPOS DE TRANSFERENCIA DE LA FUSION (3)
- 96. 4ºTRANSFERENCIA GLOBULAR: (GOTA EXCESIVAMENTE GRANDE, FALTA DE PENETRACION, CODON ABULTADOY POCO USUAL) Profesor: Juan Carlos Rubio TIPOS DE TRANSFERENCIA DE LA FUSION (4)
- 97. VIDEO DEMOSTRATIVO SOLDADURA MIG-MAG Profesor: Juan Carlos Rubio VIDEO SOBRE PROCESO DE SOLDADURA MIG-MAG (HASTA MIN 40)
- 98. EN LA MAYORIA DE CASOS SE DEBE A UNA MALATECNICA DE APLICACIÓN Ó REGULACION DE PARAMETROS: 7.DEFECTOSENLASOLDADURAMIG-MAGYBRAZING: Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio
- 99. DEFECTOSENLASOLDADURAMIG-MAGYBRAZING: Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio
- 100. DEFECTOSENLASOLDADURAMIG-MAGYBRAZING: Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio
- 101. LOS RIESGOS EN EL MANEJO DE EQUIPOS DE SOLDADURA MIG-MAG, SON: 8.NORMASDESEGURIDAD,RIESGOSY SEÑALIZACIONPREVENTIVA Profesor: Juan Carlos Rubio PANTALLA GUANTES MANDIL RIESGOS DERIVADOS DE LA ELECTRICIDADY CALOR PROTECCIÓN MEDIANTE BOTAS, MANDIL, GUANTESY GAFAS (QUEMADURAS) EVITAR REALIZAR SOLDADURAS EN ZONAS HUMEDAS (ELECTROCUCION POR ALTOVOLTAJE)
- 102. NORMASDESEGURIDAD,RIESGOSYSEÑALIZACION PREVENTIVA Profesor: Juan Carlos Rubio RIESGOS DERIVADOS DE LA INHALACION DE GASES EVITARTRABAJAR EN LUGARES CERRADOS (ASFIXIA POR DESPLAZAMIENTO DE OXIGENO) PRESTAR ATENCIÓN EN LA SOLDADURA DE PARTES BARNIZADAS, ENGRASADAS O CON REVESTIMIENOS DE ZINC (INTOXICACION PORVAPORES DE LA SOLDADURA COMO OZONO Y OXIDO NITRICO NO2YVAPORES DE ZINC EN PIEZAS GALVANIZADAS) INSTALAR EXTRACTORES DE HUMOS
- 103. NORMASDESEGURIDAD,RIESGOSYSEÑALIZACION PREVENTIVA RIESGOS DERIVADOS DE LA EXPOSICION A RAYOS ULTRAVIOLETAS É INFRARROJOS PROTEGER LOS OJOS CON GAFAS DE CRISTALES INACTINICOS DEL FACTOR SUPERIOR A 11 (CEGUERASTEMPORALES Ó PERMANENTES,CANCER DE PIEL, CARARATASY DOLOS DE CABEZA) LLEVAR EPIS: DELANTALES, CASCOS, GAFAS... CARETA DE PROTECCION ACTIVA Profesor: Juan Carlos Rubio •PERMITE GRADUAR EL FACTOR DE PROTECCIONY SE OSCURECEAL EMPIEZAR A SOLDAR
- 104. NORMASDESEGURIDAD,RIESGOSYSEÑALIZACION PREVENTIVA Profesor: Juan Carlos Rubio LA SEÑALIZACION PREVENTIVA EN EL MANEJO DE EQUIPOS DE SOLDADURA MIG-MAG:
- 105. VIDEO SOBRE PREVENCION DE RIESGOS EN SODADURA (7 MIN) VIDEO DIDACTICO SOBRE RIESGOS EN LAS OPERACIONES DE SOLDADURA Profesor: Juan Carlos Rubio
- 106. SETRATA DE UNA FALSA SOLDADURA HETEROGENEA POR DIFUSION AL ARCO ELECTRICO, BAJO GAS PROTECTOR SOLDADURA FUERTE POR ENCIMA DE 450 ºC, EN FASE LIQUIDA ES UN PEGADO METALURGICO DONDE NO EXISTE FUSION DEL METAL BASE 9.SOLDADURAFUERTEPORARCOMIG-BRAZING Profesor: Juan Carlos Rubio CORDON DE SOLDADURA MIG-BRAZING EN REPARACION DE ELEMENTOS FIJOS
- 107. DIFERENTES UTILIZACIONES DE LA SOLDADURA MIG BRAZING EN REPARACION SE EMPLEA EN REPARACION DE ACEROY CHAPA GALVANIZADA, NO EN ALUMINIO SOLDADURAFUERTEPORARCOMIG-BRAZING Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio
- 108. SOLO SE FUNDE EL MATERIAL DE APORTACION QUE PUEDE SER ALEACION DE CU SI3Y CU AL8 (COBRE 97%Y SILICIO 3%Y COBRE 92% Y ALUMINIO 8%, QUE FUNDENA 900 ºCY PROTEGEN CATODICAMENTE LA ZONA) ESTE FLUYE POR LOS METALES BASE MOJANDOLOSY LOS RELLENA POR CAPILARIDAD (MOJADURAY CAPILARIDAD) SOLDADURAFUERTEPORARCOMIG-BRAZING Profesor: Juan Carlos RubioProfesor: Juan Carlos Rubio DIFERENCIA ENTRE LA SOLDADURA POR FUSIONY LA SOLDADURA POR DIFUSION
- 109. LA MEJORTRANSFERENCIA DE FUSION SE REALIZA POR ARCO PULSADO, EMPLEANDOSE EQUIPOS SINERGICOS/INVERTER (MENOR APORTE DE CALOR) PROGRAMACION DE LOS PARAMETROS EN LA SOLDAURA FUERTE MIG Profesor: Juan Carlos Rubio SOLDADURAFUERTEPORARCOMIG-BRAZING
- 110. DIFERENTES EQUIPOS MIG-BRAZING: Profesor: Juan Carlos RubioDIFERENTES EQUIPOS PARA LA SOLDADURA MIG-BRAZING SOLDADURAFUERTEPORARCOMIG-BRAZING
- 111. ASPECTO DE LA SOLDADURA MAG DE ACEROY LA SOLDADURA MIB-BRAZING SU INTRODUCCION EN REPARACION SE DEBE A SUSVENTAJAS LOS MATERIALES A UNIR NO LLEGAN A FUNDIR, EVITANDO DEFORMACIONES POR DILATACION SE EVITAN PERDIDAS DE RESISTENCIA ESTRUCTURAL EN ACEROS DE ALTAS PRESTACIONES SE DESTRUYE MINIMAMENTE EL REVESTIMIENTO ANTICORROSIVO DE CINC DE FABRICA EN LA PARTETRASERA (Tª EVAPORACION DEL CINC A 910 ºC) GENERA MENOS PROYECCIONESY SALPICADURAS (CORDONES MAS LIMPIOS) Profesor: Juan Carlos Rubio 9.1VENTAJASDELASOLDADURAMIG-BRAZING:
- 112. EN EL PROCESO DE SOLDEO ES NECESARIO REALIZAR LOS SIGUIENTES AJUSTES EN EL EQUIPO: EL RODILLO GUIA DE ALIMENTACION DEBE CAMBIARSE POR UNO EN FORMA DE “U” DEBIDO A LA BAJA DUREZA DEL HILO LA CAMISA DEBE CAMBIARSE POR OTRA DETEFLON, FIBRA DE CARBONO Ó PLASTICO CUYA SIRGA/SIESGA INTERIOR SEA DE COBRE Ó LATON, CON BAJO COEFICIENTE DE ROZAMIENTO 9.2PROCESOESPECIFICODESOLDEOMIG-BRAZING: CAMISAS DETEFLON PARA SOLDADURA MIG-BRAZING RODILLO EN “U” PARA SOLDADURA MIG-BRAZING Profesor: Juan Carlos Rubio
- 113. SUSTITUIR LA BOBINA DE HILO POR OTRA DE ALEACION DE CU SI3Y CU AL8Y EL GAS DE PROTECCION POR ARGON, ARGON CON CO2 DEL 1 AL 3% Y O2 AL 1% ALEACIONES DE COBRE MAS EMPLEADAS EN SOLDADURA MIG-BRAZING HILO DE ALEACION DE COBRE DE 0,8 mm, EL MAS EMPLEADO EN SOLDADURA MIG-BRAZING MAS EMPLEADA EN AUTOMOCION PROCESOESPECIFICODESOLDEOMIG-BRAZING: Profesor: Juan Carlos Rubio
- 114. LA JUNTA DEBE ESTAR BIEN LIMPIA (AL SOLDAR POR MOJADURAY CAPILARIDAD) Y CON UNA PEQUEÑA SEPARACION DE MENOS DE 1 MM (PARA FAVORECER LA PENETRACION) PARAMETROS EN UNA REPARACION POR SUSTITUCION CON SOLDADURA MIG-BRAZING ELEMENTO EXTRUCTURAL PREPARADO PARA SOLDADURA MIG-BRAZING Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIG-BRAZING:
- 115. SETRABAJARA CON POLARIDAD INVERSA DE BAJA TENSION, PARA PROPORCIONAR ARCO CORTO Y MENOR PENETRACION SOLDAR A IZQUIERDAS POR EMPUJEY CON UNA INCLINACION DE 45º CON LA VERTICALY 60º CON LA DIRECCION DE EMPUJE, PARA FACILITAR LA EVAPORACION DEL ZINC DE LA ZONA (PRODUCE POROSIDAD) Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIG-BRAZING:
- 116. EN LA SOLDADURA DE ELEMENTOS ESTRUCTURALES, EL FABRICANTE RECOMIENDA REALIZARLA ATAPON CON 3TALADROS CONSECUTIVOS DE 5MM (PARA MAYOR RESISTENCIA) ORIFICIO PARA SOLDADURA FUERTE MIG-BRAZING EN CHAPAS DELGADAS HASTA 1,2 MM PROCESOESPECIFICODESOLDEOMIG-BRAZING: Profesor: Juan Carlos Rubio
- 117. NORMASDESEGURIDADYRIESGOSENMIG-BRAZING EQUIPO DE PROTECCION PARA MIG-BRAZING Profesor: Juan Carlos Rubio SON LAS MISMAS QUE SE HAN DETALLADO EN LA MIG-MAG
- 118. VIDEO DEMOSTRATIVO SOLDADURA BRAZING Profesor: Juan Carlos Rubio VIDEO SOBRE ROBOT AUTOMATIZADO DE SOLDADURA MIG-BRAZING (5 MIN)
- 119. EL ALUMINIOY SUS ALEACIONES PUEDEN UNIRSE POR FUSION LAS CARACTERISTICASY PROPIEDADES DE ESTAS ALEACIONES CONDICIONAN SU COMPORTAMIENTO FRENTE A DICHOS PROCESOS SETRATA DE UNAVERDADERA SOLDADURA HOMOGENEA POR FUSION AL ARCO ELECTRICO, BAJO GAS PROTECTOR 10.SOLDADURAMIGPARAALUMINIO SOLDADURA DE ALUMINION CON TRANSFERENCIATIPO SPRAY Profesor: Juan Carlos Rubio
- 120. TIENEN UNA INFLUENCIA DIRECTA PARA SU SOLDABILIDAD: TEMPERATURA DE FUSION: (ELACERO FUNDE A 1535ºCY EL AL A 600ºCY SI ESTA ALEADO A 560ºC) AUTOPROTECCION DEL ALUMINIO: (EL ALUMINIO CREA UNA PELICULA DE OXIDO POR SU AFINIDAD CON EL O2 LLAMADA ALUMINA, CUYATª DE FUSION SUPERA LOS 2000ºC, SIENDO NECESARIO ELIMINARLA POR DECAPADO, SIEMPREQUE SEVALLA A SOLDAR) CONDUCTIVIDADTERMICA: (ES CUATROVECES SUPERIOR A LA DEL ACERO, SIENDO NECESARIA UNA CONCENTRACION MAYOR DE CALOR EN UNTIEMPO MAS CORTO PARA ALCANZAR LATª DE FUSION, SE DEBE PRECALENTAR LA PIEZA PARA GRANDES ESPESORES) CONDUCTIVIDAD ELECTRICA: (ES MUY ELEVADACON UNA RESISTENCIA ELECTRICA BAJA, SIENDO NECESARIA UNA INTENSIDAD DE SOLDEO MUY ELEVADA) DILATACIONTERMICA: (ES DOSVECES SUPERIOR A LA DEL ACERO, DANDO LUGAR A DEFORMACIONES POR TENSIONES INTERNAS) SOLUBILIDAD DEL HIDROGENO: (EL HIDROGENO DEL AIRE ES MUY SOLUBLEY SE DISUELVE MUY RAPIDAMENTE EN EL ALUMNIO FUNDIDO, PRODUCIENDO POROS, SI EL GAS PROTECTOR NO ESTAA UN CAUDALCORRECTO, SUMINISTRAL EL DOBLE DE CAUDAL) TIPO DE FABRICADO: (LOS ELEMENTOS FABRICADOS POR MOLDEO A PRESION Ó MOLDE DE ARENA PUEDEN SER SOLDADOS,AUNQUE DAN LUGAR A EXCESIVA POROSIDAD, Profesor: Juan Carlos Rubio 10.1FACTORESPARTICULARESDELALUMINIO:
- 121. LA SOLDABILIDAD DEL ALUMINIO, DEPENDE DELTIPO DE ALEACION QUE PRESENTE SE DISTINGUEN DOS GRANDES GRUPOS: ALEACIONESTRATABLESTERMICAMENTE (BONIFICABLES) ALEACIONES NOTRATABLESTERMICAMENTE (NO BONIFICABLES) ESTO MARCARA LAS CARACTERISTICAS MECANICAS DE RESISTENCIA DE LAS ZONAS QUE APARECEN DESPUES DEL SOLDEO EN EL ENTORNO DEL CORDON, QUE SON: ZONA DE FUSION DEL CENTRO DE LA SOLDADURA ZONAS AFECTADA POR EL CALOR, QUE SUFRE UNTRATAMIENTOTERMICO ANORMAL 10.2SOLDABILIDADDELASALEACIONESDEALUMINIO Profesor: Juan Carlos Rubio
- 122. •EL INTERVALO DE SOLIDIFICACION ES LA DIFERENCIA DE TEMPERATURAY EL TIEMPO DE PASO DEL ESTADO LIQUIDOA SOLIDO •EL AL PUROTIENE UN INTERVALO MUY REDUCIDOY NO PRESENTA RIESGO DE FISURACION NO SONTRATABLESTERMICAMENTE (NO ADMITENTRATAMIENTOSTERMICOS EN FABRICACION) SON ALEACIONES DE LA SERIE 1000, 3000, 4000Y 5000 (AL PURO,AL-MN,AL-SI Y AL-MG) EL INTERVALO DE SOLIDIFICACION (PASO DE LIQUIDOA SOLIDO DE LA FUSION) DE LA ZONA AFECTADA POR EL CALOR ES REDUCIDOY POR ELLO NO DA PROBLEMAS PARA EL SOLDEO 10.2.1 SOLDABILIDADDEALEACIONESNOBONIFICABLES Profesor: Juan Carlos RubioZONA AFECTADATERMICAMENTE EN UNA ALEACION NO BONIFICABLE
- 123. •A MEDIDA QUE SE AÑADEN ALEANTES AL ALUMINIO, EL INTERVALO AUMENTA • SEGREGANDO COMPUESTOS QUE FAVORECEN LA FISURACION EN LA ZONA AFECTADA TERMCAMENTE 10.2.2 SOLDABILIDADDEALEACIONESBONIFICABLES Profesor: Juan Carlos RubioZONA AFECTADATERMICAMENTE EN UNA ALEACION BONIFICABLE SONTRATABLESTERMICAMENTE (ADMITENTRATAMIENTOSTERMICOS EN FABRICACION QUE ELEVAN SUS PROPIEDADES MECANICAS COMO SONTEMPLEY MADURACION) SON ALEACIONES DE LA SERIE 2000, 6000Y 7000 (AL-CU,AL-MG-SI Y AL-MG-ZN) EL INTERVALO DE SOLIDIFICACION (PASO DE LIQUIDOA SOLIDO DE LA FUSION) DE LA ZONA AFECTADA POR EL CALOR ES ELEVADOY POR ELLO DA PROBLEMAS PARA EL SOLDEO (EXISTE ALTO RIESGO DE FISURACION EN CALIENTE, SIENDO ALGUNAS ALEACIONES NO SOLDABLES)
- 124. EN EL PROCESO DE SOLDEO ES NECESARIO REALIZAR LOS SIGUIENTES AJUSTES EN EL EQUIPO: EL RODILLO GUIA DE ALIMENTACION DEBE CAMBIARSE POR UNO EN FORMA DE “U” DEBIDO A LA BAJA DUREZA DEL HILO LA CAMISA DEBE CAMBIARSE POR OTRA DETEFLON, FIBRA DE CARBONO, NYLON Ó PLASTICOY LA SIRGA/SIESGA INTERIOR DEBE SER DE COBRE Ó LATON, CON BAJO COEFICIENTE DE ROZAMIENTO 10.3AJUSTESESPECIFICOSENELEQUIPODESOLDEO RODILLO GUIA DE SECCION SEMICIRCULAR EN “U” Profesor: Juan Carlos Rubio CAMISAS DE PLASTICO, NYLON, TEFLON Ó FIBRA CON BAJO COEFICIENTE DE ROZAMIENTO
- 125. AJUSTES EN EL EQUIPO: NO ES NECESARIO FRENAR EL CARRETE DE HILO,YA QUE SU PESO É INERCIA, NO ES SUFICENTE PARA PROVOCAR UN DEVANAMIENTO LA PRESION DE LOS RODILLOS DE ARRASTRE HA DE SER BAJA PARA NO PROVOCAR DEFORMACIONES EN EL HILO Profesor: Juan Carlos Rubio NO ES NECESARIO FRENAR EL CARRETE DE HILO EN LA SOLDADURA MIG DE ALUMINIO LA CORRECTA REGULACIOIN DEL RODILLO ES UN FACTOR CLAVE AJUSTESESPECIFICOSENELEQUIPODESOLDEO
- 126. AJUSTES EN EL EQUIPO: ES CONVENIENTE EMPLEAR UN PISTOLA CON RODILLOS DE EMPUJE PULL/PUSSÓUN SISTEMA SPOOL GUN CON CARRETE INCORPORADO EL PRIMER SISTEMA PERMITE USAR UNA MANGUERA NO SUPERIOR A 3 MM, SIENDO ACONSEJABLE USAR UNA MANGUERA MAS CORTA (1,5 MM) Profesor: Juan Carlos RubioANTOCHA DOTADA CON SISTEMA DE ARRASTRE DE HILO DE AL ANTORCHA CON CARRETE DE HILO INCORPORADO PARA SOLUCIONAR EL PROBLEMA DE LA NECESIDAD DE EMPLEO DE MANGUERA MAS CORTA AJUSTESESPECIFICOSENELEQUIPODESOLDEO
- 127. AJUSTES EN EL EQUIPO: COMO MATERIAL DE APORTACION ES NECESARIO CAMBIAR LA BOBINA, SIENDO NECESARIO IDENTIFICAR EL MATERIAL, PARA UTILIZAR LA ALEACION DE ALUMINIO CORRECTA (LA MAS EMPLEADA ES AL SI 5 Ó ER 4043) Profesor: Juan Carlos Rubio AJUSTESESPECIFICOSENELEQUIPODESOLDEO
- 128. AJUSTES EN EL EQUIPO: LAS ALEACIONES MAS EMPLEAS COMO MATERIAL DE APORTE SON LA SERIE 1000, 4000Y 5000 (ALUMINIO PURO, ALUMINIO-SILICIOY ALUMINIO-MAGNESIO) Profesor: Juan Carlos Rubio AJUSTESESPECIFICOSENELEQUIPODESOLDEO SENSIBILIDADA LA FISURACION DEL AL DEPENDIENDO DEL % DEL ELEMENTO ALEANTE •A MEDIDA QUE AUMENTA EL % DEL ELEMENTO ALEANTE PRINCIPAL, DISMINUYE EL RIESGO DE FISURACION EN CALIENTE DEL AL •SIENDO EN EL AL SI A PARTIR DEL 2 %, DONDE SE ESTABILIZA MAS ESE RIESGO
- 129. CORRESPONDENCIA MAS ADECUADA ENTRE METAL BASEY METAL DE APORTACION (EN ROJO COMBINACIONES MENOS HABITUALES) Profesor: Juan Carlos Rubio AJUSTESESPECIFICOSENELEQUIPODESOLDEO AJUSTES EN EL EQUIPO: A LA HORA DE SELECCIONAR EL MATERIAL DE APORTE (MATERIAL B) SE HA DETENER EN CUENTA ELTIPO DE MATERIAL BASE (MATERIAL A) •EXISTENVARIABLESACONSIDERAR EN LA SELECCIÓN DE MATERIALCOMO: •FACILIDAD DE SOLDEO •RESISTENCIA A LA SOLDADURA •RESISTENCIA A LA CORROSION •DUCTIBILIDAD DE LA SOLDADURA
- 130. CAUDAL DE GAS RECOMENDADO EN FUNCIÓN DE LA INTENSIDAD.Q=10·D (L/MIN) AJUSTES EN EL EQUIPO: EL GAS SERA SIEMPRE INERTE, ARGON Ó HELIO Ó MEZCLAY EL CAUDAL SERA EL DOBLE QUE SI FUERA ACERO Profesor: Juan Carlos Rubio AJUSTESESPECIFICOSENELEQUIPODESOLDEO CARACTERISTICAS DE LOS GASES INERTES EN SOLDADURA MIG DE AL
- 131. BOQUILLA DE CONTACTO DE 1,2 EN AL AJUSTES EN EL EQUIPO: SE RECOMIENDA TRABAJAR CON UNA BOQUILLA DE CONTACTA DE DIAMETRO LIGERAMENTE SUPERIOR AL DEL HILO (HILO DE 1 = BOQUILLA DE 1,2) Profesor: Juan Carlos Rubio AJUSTESESPECIFICOSENELEQUIPODESOLDEO
- 132. PROTECCION DEL ALUMINIOAL SOLDAR ACERO PARA NO PROVOCAR CONTAMINACION EN EL PROCESO DE SOLDEO ES NECESARIO: PROTEGER LOS ELEMENTOS DE ALUMINIO DE LAS SALPICADURAS DEL SOLDEOY DESBARBADO DE ACERO,YA QUE PROVOCAN QUE SE CONTAMINE/OXIDE Profesor: Juan Carlos Rubio 10.4PROCESOESPECIFICODESOLDEOMIGPARAAL:
- 133. EN EL PROCESO DE SOLDEO ES NECESARIO: EL ALUMINIO PUEDE CONFUNDIRSE CON EL MAGNESIO, PARA DIFERENCIARLOS, AL PASAR UN CEPILLO DE ACERO INOXIDABLE, EL ALUMINIO BRILLARAY EL MAGNESIO NO, PONIENDOSE GRISACEO Profesor: Juan Carlos Rubio •ANTES DE SOLDARALUMINIO, HAY QUEASEGURASE DE NO CONFUNDIRLO CON MAGNESIO •PARA ELLO SE DEBE FROTAR UNA ZONA CON UN CEPILLO DE ACERO INOXIDABLE : •SI QUEDA BRILLANTE ES AL •SI QUEDA SIN BRILLOY DE COLOR GRESACEO EL MAGNESIO COMPROBACION DEL MATERIAL PARA DIFERENCIAR EL ALUMINIO DEL MAGNESIO PROCESOESPECIFICODESOLDEOMIGPARAAL:
- 134. INFLUENCIA DE LA LONGITUD DE ARCOY DISTANCIA DE LA BOQUILLAY LATOBERA SOBRE LA INTENSIDAD DE CORRIENTE EN EL PROCESO DE SOLDEO ES NECESARIO: LA POSICION DE LA BOQUILLA DE CONTACTO CON RESPECTO A LATOBERA VARIA EN FUNCIÓN DELTIPO DETRANSFERENCIA, SIENDO AL CONTRARIO QUE EN EL ACERO, MAYOR LA INTENSIDADY PENETRACION AL AUMENTAR DICHA DISTANCIA Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIGPARAAL:
- 135. PROCESOESPECIFICODESOLDEOMIGPARAAL: Profesor: Juan Carlos Rubio EN EL PROCESO DE SOLDEO ES NECESARIO: EL MEJORTIPO DETRANFERENCIA DE LA FUSION ES EN SPRAYY ARCO PULSADO CON EQUIPO SINERGICO/INVERTER PARA COMPENSAR LA ELEVADA CONDUCTIVIDAD, LOS PARAMETROS DE INTENSIDADYVELOCIDAD DE HILOY SOLDEO, HAN DE SER SUPERIORES AL DEL ACERO
- 136. EFECTO DE LA POLARIDAD DIRECTA É INVERSA Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIGPARAAL: EN EL PROCESO DE SOLDEO ES NECESARIO: PARA CHAPAS DE HASTA 1,5 MM, SE DEBE SOLDAR CON POLARIDA INVERSA DE POCA PENETRACION
- 137. EN EL PROCESO DE SOLDEO ES NECESARIO: ES CONVENIENTE REALIZAR UNA SOLDADURA DE PRUEBA PREVIA EN PIEZAS DE LAS MISMAS CARACTERISTICAS PUNTEAR LA ZONA PARA EVITAR DEFORMACIONES Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIGPARAAL: SOLDADURA DE PRUEBA EN MATERIAL DE LAS MISMAS CARACTERISTICAS
- 138. ELIMINACION DEL OXIDO CON CEPILLO DE ACERO INOXIDABLE EN EL PROCESO DE SOLDEO ES NECESARIO: LIMPIAR LA ZONA CON DISCO P-80Y CEPILLO HASTA DEJARLA DESNUDA (ELIMINANDO LA ALUMINA QUE HACE QUE AUMENTE SUTª DE FUSION, DIFICULTANDO EL SOLDEO) LIMPIAR CON DISOLVENTE ALCALINO PARA NO PRODUCIRVAPORESTOXICOS PRECALENTAR LA ZONA CON SOPLETE DE FONTANEROYVOLVER A REPASAR CON UN CEPILLO DE ACERO INOXIDABLE HASTA QUE QUEDE BRILLANTE (EMPLEAR INDICADORES DETEMPERATURA, NO SUPERAR LOS 120ºC) Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIGPARAAL:
- 139. POSICIONAMIENTOY DIRECCION DE LA ANTORCHA EN SOLDADURA DE AL EN EL PROCESO DE SOLDEO ES NECESARIO: SOLDAR POR EMPUJE Ó A IZQUIERDAS, NUNCA POR ARRASTRE LA INCLINACION DE LA PISTOLA ES MASVERTICAL, SIENDO ENTRE 5 ºY 15º CON LAVERTICAL EN DIRECCION DE LA SOLDADURA (DISTANCIAAL PIEZA 10/15 MM) Profesor: Juan Carlos Rubio PROCESOESPECIFICODESOLDEOMIGPARAAL:
- 140. PROCESOESPECIFICODESOLDEOMIGPARAAL: Profesor: Juan Carlos Rubio EN EL PROCESO DE SOLDEO ES NECESARIO: PARA CORTAR EL ARCO AL FINAL DEL CORDON, SE DEBE CAMBIAR EL SENTIDO DE SOLDEOY CORTAR EN LA ZONAYA SOLDADAD Ó EN UN SUPLEMENTO DE CHAPA CORTE DEL ARCO DE SOLDEO AL FINAL DEL CORDON CORTE DEL ARCO DE SOLDEO EN UN PUNTO
- 141. VIDEO DIDACTICO SOLDADURA MIG DE AL Profesor: Juan Carlos Rubio VIDEO SOBRE SOLDADURA DE ALUMINIO CON MIG CONVENCIONAL(1 MIN) VIDEO SOBRE SOLDADURA DE PLACA DE ALUMINIO CON SOPLETEYVARILLA(5 MIN) VIDEO SOBRE SOLDADORA 5083 H 112 DE ALUMINIO (2 MIN)
- 142. PRINCIPALES DEFECTOS DE LA SOLDARURA DE ALUMINIO LAS DIFICULTADES DE SOLDEO DEL AL, SON INHERENTES A LA PROPIA NATURALEZA DE LA ALEACION DEL MATERIAL BASE EXISTEN UNA SERIE DE DEFECTOS MUY CARACTERISTICOS DE LA SOLDADURA DE AL, QUE SON: Profesor: Juan Carlos Rubio 10.5DEFECTOSDELASOLDADURAMIGPARAAL:
- 143. AGRIETAMIENTO/FISURACION EN CALIENTE DE UNA SOLDADURA DE ALUMINIO POROSIDAD: CAVIDAD PROVOCADA POR LA PRESENCIA DE UN GAS (PRINCIPALMENTE HIDROGENO) EN EL LECHO DE FUSION DURANTE LA SOLIDIFICACION,A CAUSA DE UNA LIMPIEZA INSUFICIENTE DEL METAL BASE Ó DE UN SOLDEO LENTO INCLUSIONES SOLIDAS: PRESENCIA DE PARTICULAS EXTRAÑAS ATRAPADAS DENTRO DEL CORDON, FALTA DE LIMPIEZA, PROVOCAN CORROSIONGALVANICA FISURAS: GRIETAS PRODUCIDAS PORTENSIONES ORIGINADAS DURANTE EL INTERVALO DE SOLIDIFICACION, SE COMBATEN CON UNA ELECCION DE METAL DE APORTE, QUE COMPENSE LOS ELEVADOS INTERVALOSY AUMENTANDO LAVELOCIDAD DE SOLDEO FALTA DE FUSION: EL METAL DEAPORTACION NO SE MEZCLA CON EL METAL BASE, PRODUCIENDO PEGADURAS, SE PRODUCE POR LA FALTA DE LIMPIEZA DE LA CAPA DE ALUNINA Profesor: Juan Carlos Rubio DEFECTOSDELASOLDADURAMIGPARAAL:
- 144. 10.6NORMASDESEGURIDADYRIESGOSENMIGDEAL CARETA DE PROTECCION ACTIVA (FACTOR ENTRE 10Y 13) Profesor: Juan Carlos Rubio LOS RIESGOS SON LOS MISMOS QUE EN SOLDEO DE ACERO, PERO SE PRODUCEN MAYORES RADIACIONES Y MAS GASES CONTAMINANTES RADIACIONES MAS ACTIVAS EN LA SOLDADURA DE ALUMINIO, POR SU MALLOR REFLEXION TABLA DE CONCENTRACION DE GASESTOXICOS MAXIMA ACONSEJABLE
- 145. PROTECCIONES ADECUADAS DE SOLDADOR DE AL NORMASDESEGURIDADYRIESGOSENMIGDEAL Profesor: Juan Carlos Rubio
- 146. VIDEO DIDACTICO SOBRE HISTORIA DE NUEVASTECNICAS DE SOLDEO (45 MIN) VIDEO SOBRE NUEVAS TECNOLOGIAS EN UNIONES Profesor: Juan Carlos Rubio
- 147. FUNDAMENTOY CARACTERISTICAS SOLDADURA MIG-MAGY BRAZING: • VERDADERAY FALSA SOLDADURA • HOMOGENEAY HETEROGENEA PARAMENTROSY CONSUMIBLES TIPOS DE UNIONESY PROCESOS DE SOLDEO DEFECTOS DE SOLDEO • TIPO CORRIENTE • DIAMETRO DEL HILO • PRESION EN BOTELLAS • CAUDAL EN LA BOQUILLA • INCLINACION Y DISTANCIA DE LA BOQUILLA Y ENTRE PIEZAS • INTENSIDAD/TENSION • VELOCIDAD DE HILO • UNIONES POR EL BORDE • UNIONES POR EL MODO DE SOLDAR • PROCESO TEORICO • TECNICA DE SOLDEO • MIG-BRAZING • MIG EN AL RESUMEN DE LA UNIDAD 9 Profesor: Juan Carlos Rubio CONSTITUCION DEL EQUIPO • EQUIPO • PUESTO DE SOLDADURA • EQUIPO DE PROTECCION SOLDADURA MIG-BRAZINGY SOLDADURA MIG EN ALUMINIO • FALTA DE PENETRACION POR CAPILARIDAD • EL METAL DE APORTE NO MOJA • EXCESIVA PENETRACION
- 148. RESUMEN DE LA UNIDAD 9 Profesor: Juan Carlos Rubio SOLDADURA MIG-MAGY BRAZING:
- 149. RESUMEN INDICE DEL TEMA 9 Profesor: Juan Carlos Rubio 1. FUNDAMENTO, CARACTERISTICASYVENTAJAS 2. PARAMETROS DE LA SOLDADURA MIG-MAG 3. COMSUMIBLES (GASESY ELECTRODO DE ALAMBRE) 4. CONSTITUCION DEL EQUIPO DE SOLDEO 5. TIPOS DE UNIONES EN LA SOLDADURA MIG-MAG 6. PROCESO DE SOLDEO (PROCESOTEORICOYTECNICA) 7. DEFECTOS É INCIDENCIAS MAS HABITUALES 8. MANTENIMIENTO DEL EQUIPO 9. SOLDADURA FUERTE MIG-BRAZING 10. SOLDADURA MIG EN ALUMINIO 11. NORMAS DE SEGURIDAD É HIGIENE EN LAS OPERACIONES DE SOLDADURA MIG-MAGY MIG-BRAZING
- 150. GRACIAS POR SU ATENCIÓN ESPERO HAYA SIDO DE SU AGRADO Profesor: Juan Carlos Rubio
- 151. 1. Cual es el Fundamento de la Soldadura MIG- MAG? 2. De que consta el equipo de soldadura? 3. Que parámetros son mas importantes a la hora de regular el equipo? 4. Cuales son las bases para una buenaTécnica de soldeo? 5. Cuales son las causas de los defectos de soldeo? 6. Que riesgos existen en el proceso de soldeo? ACTIVIDADES DE REPASO DE GRUPO: Profesor: Juan Carlos Rubio
- 152. 1. CREES QUE LA SOLDADURA MIG-MAG ESTA EN DESHUSO EN REPARACION? 2. DONDE SERIA DE GRAN UTILIDAD? 3. SE DEBE REPARAR CON SOLDADURA BRAZING? ACTIVIDADES DE DEBATE SOBRE LA UT Profesor: Juan Carlos Rubio
- 153. ACTIVIDADES DE AMPLIACION (SI SE EVALUA POR ENCIMA DE 5 CONTARA 0,02 PUNTOS PARA EL EXAMEN DE LA UNIDAD) A) REALIZA EN ELTALLER SOBRE PROBETAS DE CHAPA DE ACEROY ALUMINIO DISTINTOSTIPOS DE UNIONES SEGÚN EL BORDE DE LAS PIEZASY EL MODO DE SOLDAR B) REALIZA LA REGULACION DE LOS PARAMETROS DEL EQUIPO MIG-MAG-BRAZING EN EL PROCESO DE LA ACTIVIDAD “A” C) REALIZA UNTRABAJO EN POWER POINT Ó WORD DONDE SE RECOGAN: LOS RIESGOS EN SODADURA MIG-MAGY BRAZING LOS EQUIPOS DE PROTECCION INDIVIDUALY DE INSTALACIONES LA SEÑALIZACION PREVENTIVA Profesor: Juan Carlos Rubio
- 154. ACTIVIDADES DE CONSOLIDACION Profesor: Juan Carlos Rubio EXAMEN PRACTICO 1(45%, 95%+5%). ENTREGAR ANTES DE HACER EL EXAMEN TEORICO DE LA U.T. SE REDACTARA DE FORMA INDIVIDUAL EN LAS FICHAS DE MEMORIA A) TOMA 2 MUESTRAS RECTANGULARES DE CHAPA DE UNA CARROCERÍA (10 X 10 CM, APROXIMADAMENTE),Y REALIZA REGULANDO DEL EQUIPO DE SOLDEO MIG-MAG, BRAZING Ó MIG DE AL, CUMPLIENDO LAS MEDIDAS DE SEGURIDAD APROPIADASY CON LATECNICA CORRECTA, LAS SIGUIENTES SOLDADURAS: SOLDADURA A SOLAPE SOLDADURA POR PUNTOS ATAPON SOLDADURA DESCENDENTE INCLINADA SOLDADURA ATOPE CON LA SEPARACION ADECUADA AL GROSOR SOLDADURA EN ANGULO DE 90º
- 155. REALIZAR UNA PRESENTACION PPT Ó UNA FICHA DE MEMORIA DE PRACTICAS CON FOTOGRAFIAS DE: LOS RIESGOS EN SODADURA MIG-MAGY BRAZING LOS EQUIPOS DE PROTECCION INDIVIDUALY DE INSTALACIONES LA SEÑALIZACION PREVENTIVA PUDIENDO USAR: CAMARA Ó MOVIL DE FOTOS EN ELTALLER MEDIANTE EL USO DE LASTIC COMO INTERNET REVISTAS ONLINE (CESVIMAP REVISTA) EXAMEN PRACTICO 2(45%, 95%+5%). ENTREGAR ANTES DE HACER EL EXAMEN TEORICO DE LA U.T. SE REDACTARA DE FORMA INDIVIDUAL EN LAS FICHAS DE MEMORIA Profesor: Juan Carlos Rubio
- 156. ARTICULO SOBRE SOLDADURA MIG DE AL Profesor: Juan Carlos Rubio MATERIAL DE ESTUDIO, REALIZARE ALGUNA PREGUNTA EN EL EXAMENTEORICO
- 157. ARTICULO SOBRE SOLDADURA MIG DE AL Profesor: Juan Carlos Rubio
- 158. ARTICULO SOBRE SOLDADURA MIG DE AL Profesor: Juan Carlos Rubio
- 159. ARTICULO SOBRE SOLDADURA MIG DE AL Profesor: Juan Carlos Rubio
- 160. EXAMENTIPOTEST DE LA UNIDAD CON EL GENERADOR DE EXAMENES DE EDITEX EVALUA TUS CONOCIMIENTOS: Profesor: Juan Carlos Rubio