Pvc pipes past present and future 6 Slide handouts in PDF Format
•
6 likes•5,892 views

My presentation on PVC Pipes in India, Past, Present and future in PDF format

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Pvc pipes past present and future 6 Slide handouts in PDF Format
Similar to Pvc pipes past present and future 6 Slide handouts in PDF Format (20)
Recently uploaded
Recently uploaded (20)
Pvc pipes past present and future 6 Slide handouts in PDF Format
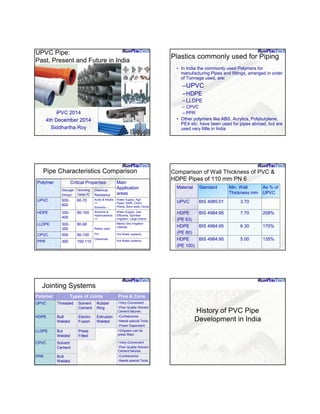
- 1. UPVC Pipe: Past, Present and Future in India iPVC 2014 4th December 2014 Siddhartha Roy Plastics commonly used for Piping • In India the commonly used Polymers for manufacturing Pipes and fittings, arranged in order of Tonnage used, are: –UPVC –HDPE – LLDPE – CPVC – PPR • Other polymers like ABS, Acrylics, Polybutylene, PEX etc. have been used for pipes abroad, but are used very little in India Pipe Characteristics Comparison Polymer Critical Properties Main Application areas Strength (Hoop) Operating Temp.oC. Chemical Resistance UPVC 500- 600 60-70 Acids & Alkalis ++ Solvents -- Water Supply, Agri Pipes, SWR, Chem. Plants, Bore wells, Ducts HDPE 350- 400 90-100 Solvents & Hydrocarbons ++ Water Supply, Gas, Effluents, Sprinkler Irrigation, Large Drains LLDPE 300- 350 80-90 Rarely used For Chemicals Mainly Drip Irrigation Laterals. CPVC 500 90-100 Hot Water systems. PPR 300 100-110 Hot Water systems. Comparison of Wall Thickness of PVC & HDPE Pipes of 110 mm PN 6 Material Standard Min. Wall Thickness mm As % of UPVC UPVC BIS 4985:01 3.70 HDPE (PE 63) BIS 4984:95 7.70 208% HDPE (PE 80) BIS 4984:95 6.30 170% HDPE (PE 100) BIS 4984:95 5.00 135% Jointing Systems Polymer Types of Joints Pros & Cons UPVC Threaded Solvent Cement Rubber Ring +Very Convenient -Poor Quality Solvent Cement failures HDPE Butt Welded Electro Fusion Extrusion Welded -Cumbersome -Needs special Tools -Power Dependent LLDPE But Welded Press Fitted +Drippers can be press fitted. CPVC Solvent Cement +Very Convenient -Poor Quality Solvent Cement failures PPR Butt Welded -Cumbersome -Needs special Tools History of PVC Pipe Development in India
- 2. 1970s • PVC Conduits caught on early 70s • RC-100s and single screw extruders used • Large twin screw Extruders for BIS-4985 pipe installed by a handful of PVC Pipe majors. • Supplies to Government Water Supply Schemes mainly catered to by these few firms. • Growth of Capacity for pipe sizes up to 110 meters affected as it was reserved for small scale only. – Multiple High capacity modern twin screw lines beyond the purview of Small Scale. 1980s • Rapid Capacity expansion for water supply pipes to cope with World Bank funded Water supply schemes • PVC Edges out HDPE because of field failures with HDPE • PVC Agri Pipes well accepted in Maharashtra and gradually spread to neighbouring states. • Many Extrusion lines airlifted to meet demand. • Individual plant capacities of 15-20KTA becomes common • Intense competition sets in • Mindless filler addition resorted to • Smaller Pipe companies start to fail • Shakeout in Manufacturing: – Larger firms consolidate – Buy up capacity of failed firms. 1990s • High capacity Twin screw Extruder manufacture now well established in India, Imports taper off. • Other PVC pipe applications like SWR, Casing. Plumbing and column pipes flourish. • LLDPE and HDPE pipe based Drip and Sprinkler Irrigation systems get established. Fiber Optic Cable conduits catch on. • Firms offering good quality lead in the new markets. • As more firms enter SWR, High filler loading and thin walling disease strikes the rapidly expanding SWR market. • Injection moulded Fittings for SWR become widely available, majority Tin Stabilized. • More small & medium size pipe units collapse as market share eroded due to poor quality. 21st Century • Industry self corrects on filler loading issues, large capacity units with good quality discipline expand their markets • Drip and Sprinkler irrigation gets big boost from Govt. Subsidies • PVC Pipes maintains a healthy growth rate throughout the decade peaking in the end of the decade. • Local PVC production unable to keep up with demand, Market Volatility in PVC prices affect firms with long term supply contracts. • Gas transmission with HDPE/MDPE Pipes does well. • A few firms introduce Foam Core Pipe, Hollow Core Pipes • CPVC Pipes are well accepted for hot water plumbing. Scores over PPR because of easier laying and jointing. PVC Pipes is the dominant sector in PVC. PVC Sectors: Estimated Consumption Unit KT 2005- 06 2006- 07 2007- 08 2008- 09 2009- 2010 2010- 11 Pipes& Fitting 760 830 948 975 1305 1400 Calendering 96 97 100 100 128 138 Films & Sheets 90 91 101 101 103 110 Wires & Cables 80 81 83 83 86 90 Footwear 38 38 39 39 40 41 Profiles 38 39 43 43 44 48 Others 38 39 50 50 70 73 Total 1140 1214 1364 1391 1776 1900 Overall Giowth 6% 12% 2% 28% 7% Share of PVC Pipes 67% 68% 70% 70% 73% 74% PVC Pipe Growth 9% 14% 3% 34% 7% End-use PVC Consumption UPVC Pipes Footwear Films W & Cable Calender Profiles Compounding and Others
- 3. Main Manufacturing Factors • Extrusion Equipment –Extruders –Pipe Sizing –Downstream • Formulation and Mixing –Raw Material Quality –Stabilizers and additive balance. –Fillers • Technical Innovations Extrusion Equipment -Extruder Type • Single Screw.. – Pumps melt by Induced Flow. – High Temperatures needed (180oC+). – Mixing and fluxing not adequate. – Prone to surging. – Good quality Pipe need expensive Flow Promoters and Impact Modifiers. – Low Filler Tolerance. – Low Capital Costs. – High Running Costs. – Low Maintenance. • Twin Screw. – Pumps melt by Positive Displacement. – Lower Temperatures (160- 180C). – Excellent Mixing. – Constant Melt Flow. – Good quality w/o Impact modifiers and flow promoters. – High Filler Tolerance. – High Capital Costs – Low running costs – High Maintenance Extrusion Equipment - Pipe Sizing • Pressure Sizing. – Pipe contacted with Sizing Sleeve by Internal Air Pressure. – Lower running cost. – Suited for Large Diameter Pipes. – Gloss is Better. – Sizer Tube scratches prominent. (Plate out) – Weight control range coarser. • Vacuum Sizing. – Pipe Contacted with Sizing Sleeve by External Vacuum. – Higher Running Cost. – Best for Small Dia. Pipes. – Gloss is poorer. – Sizer scratches less. – Good weight control. Downstream Equipment • Cooling Tanks – Spray Cooling tanks have replaced water bath tanks. – HDPE & PPR pipes need much more cooling. • Haul off – Servo drives replacing DC drives – Separate Haul offs recommended for twin strand. • Saw – Digital measurement cutting trigger replacing Limit Switches. • Sawdust removal systems. Formulation and Mixing • Once Extrusion Equipment is the correct type, PVC Formulation plays a major role in Pipe Quality. • The Popularity of One Pack Stabilizer/ Lubricant systems has made matters a lot simpler. • The Filler loading used has a major bearing on Pipe Quality. • It’s effects are not clearly understood. PVC Pipe Formulation and Processing trends Worldwide • The European Approach – Followed in India, as our exposure to German PVC Technology is well entrenched thanks to the K Fairs. – Japan, Korea, Taiwan, South Africa, Australia. • The American Approach – The Americas, Canada and parts of South America • The Chinese Approach – Low Cost Manufacturing
- 4. The European Approach Stabilization Systems Predominantly Lead One Pack Systems Shifting to Ca-Zn due to environmental pressures In India, Tin Stabilizers are preferred for Fittings, while in Europe Leads and Ca-Zns are the norm. Extrusion Preference Parallel Twin Screw outnumber Conical Screw Single screw extruders hardly ever used Single Screws only used in Injection mouldings, hence costlier formulations. Sturdy, Costly, Screw life 30,000 hrs..+ The European Approach Filler Levels Pressure Pipes limited to 8-10 PHR Non Pressure Drainage can go up to 40 PHR, though 20 – 25 PHR levels used by discerning manufacturers. Impact Modifiers and Flow Promoters In India, hardly used for bulk of PVC Pipe production. Exceptions are Column Pipe, Wavihole type pipes and specialties Colour of Pipe In India, Pressure Pipe- Light Grey, Column Pipe- White Non Pressure Pipe- Dark Grey The American Approach Stabilization Systems Predominantly Tins, high efficiency methyl tins very popular Extrusion Preference Very late to switch over from Single Screw to Twin Screw Twin Screws are now universal. Strong dependence on German technology. Filler Levels Reasonable, up to 10 PHR for pressure and ~20 PHR for non Pressure Impact Modifiers and Flow Promoters Usage has decreased on shifting to Twin screw. Colour of Pipe White. PVC Pipes are a major market for Titanium Dioxide. The Chinese Approach Stabilization Systems Predominantly Lead based for pipes and fittings. Extrusion Preference Predominantly Conical Twin Screw Low cost, screw life ~10,000 hrs. Price Ratios-Chinese 1, Indian 1.5, European 2.5-3 Filler Levels Pressure pipe- 10-15 PHR Non Pressure- Very high. 50-100 PHR the norm. Up to 200 PHR has been reported Impact Modifiers and Flow Promoters Key ingredients in highly filled pipe Impact modifier of choice- CPE 3.5-4 PHR Flow Promoter- ACR 1-1.5 PHR Colour of Pipe – White/Cream for all applications. Filler level and Pipe Quality • Precipitated and Coated Calcium Carbonate is the most widely used filler. – Purity, fine particle size and Coating are very important. – Ground Calcium Carbonate making inroads but machine life suffers. Recent advances in Wet grinding technology has reduced this problem. • Up to 6-8 PHR Filler addition actually improves PVC Pipe quality. Better flow and Impact strength. • It is when filler loadings are higher that the problems start. • Before going into cost reduction by mindless filler addition, other approaches should be adopted. Other Avenues ooff CCoosstt rreedduuccttiioonn • Tight OD and Wall Thickness control can get Cost savings comparable to High Filler Loadings. • Reduction of Wastage and Spillage: – Automated Material Handling – During Mixing. – Startup, Shutdown and size changes. – Lowering power costs by newer Technology. – Reducing or eliminating Rejections. • Twin Strand Extrusion for smaller Dia Pipes • Eliminating Goods returned.
- 5. Precision in Extrusion. • Wall thickness Control – What is the Weight difference of a 90mm 2.5 Kgf pipe made at max. and min. dimensions specified? Mean Outside Diameter Pipe Weight Gms./Mtr. Class 1 0.25 MPa Max. Min. Min. Max. Max Min % Diff. Wall Thickness Pipe Weight Gms./Mtr. Class 2 0.4 MPa Min. Max. Max Min % Diff. Class 3 0.6 MPa Pipe Weight Gms./Mtr. Min. Max. Max Min % Diff. 90 90.3 1.3 1.7 691 529 23% 2.1 2.6 1046 847 19% 3.1 3.7 1470 1236 16% 110 110.4 1.6 2.0 995 796 20% 2.5 3.0 1478 1233 17% 3.7 4.3 2093 1804 14% 125 125.4 1.8 2.2 1243 1017 18% 2.9 3.4 1903 1624 15% 4.3 5.0 2762 2381 14% 140 140.5 2.0 2.4 1520 1266 17% 3.2 3.8 2383 2008 16% 4.8 5.5 3406 2977 13% 160 160.5 2.3 2.8 2026 1664 18% 3.7 4.3 3081 2653 14% 5.4 6.2 4389 3830 13% Technology for Precision Extrusion • Retrofitting Twin Screw Extrusion lines with latest technology – Microprocessor Controls – Modern Variable Frequency AC drives – Precise Synchronization of Screw speed Haul Off. – High Volume Die Heads – Vacuum Sizing is preferred – On Line Wall Thickness measurement – Precise Length Cutting Technology for Precision Extrusion • Modifying Melt Rheology of PVC Formulation for smooth extrusion – Selection of most suitable One Pack System • Considerable experimentation is required – Balancing with High performance Lubricants • High melting Polyethylene waxes instead of Hydrocarbon Waxes – High Bulk Density Low Porosity PVC Resin. – Limiting Filler levels • Selection of good quality filler. Treated gives smoothest flow. CPVC Piping Systems SSSiiiddddddhhhaaarrrttthhhaaa RRRoooyyy 28 CPVC Piping Systems • The major property improvement of CPVC over PVC is increase in Heat resistance. • While the maximum operating temperature of PVC is 60oC and softening point is 70oC, for CPVC it is 85oC and 100oC respectively. • Mechanical properties and chemical resistance are comparable. • CPVC thus opens the market for hot water systems in plumbing and hot, corrosive liquids in Chemical Plants, which was previously shut to PVC. 29 Flammability Performance • CPVC is one of the safest polymers from the flammability hazard pint of view. • The chlorine content may go up to 70% in some grades of CPVC. • It does not need any additional fire retardant additives and no flammable plasticizers are used in its compounding. • Only the Fluorinated Polymers like PTFE have better flammability performance. 30
- 6. Limiting Oxygen Index of some Polymers MATERIAL LIMITING OXYGEN INDEX POM 15 PMMA 17 PP 17 LDPE 17 HDPE 17 PS 18 PC 26 PVC 45 C-PVC 80 PTFE 95 31 CPVC Piping is used in emergency Sprinkler piping because of this Metal Hot Water Plumbing Systems • The Traditional materials used for Plumbing Piping in Construction are: • Galvanized Iron Pipes –Extensively used in many countries • Copper Pipes –Used extensively in the Americas. –Suited to the Wooden Frame Homes. –Water Pressure provided by pumps, not rooftop tanks. 32 Plastic Hot Water Systems • There are 3 leading polymers which are used for hot water piping systems in construction: • Chlorinated PVC – Most popular in India • PPR (Random Poly Propylene Copolymer) – Used extensively in China, Far East and Europe • Polybutadiene – Floor embedded Hot Water heating systems in cold climates like North America and Europe. • The reasons for this regional preference will be explained later. 33 How CPVC Pipes have evolved in India • The Eighties: – Modest amounts imported in the early Eighties when I was handling the indenting of Geon CPVC from BF Goodrich. These were mainly used to extrude Chemical Plant Piping. • The Nineties: – PVC pipes had already made inroads on the traditional GI Pipes, but were not suitable for hot water. – Gradual penetration of CPVC in Plumbing starts. – GI Fittings predominate with problems of adaptation with plastic pipes. • The Noughties: – A large number of injection moulded fittings became available. – Big boost for CPVC Piping installations. • In the current decade, CPVC has eclipsed PPR and has become the pipe of choice and is used for Hot and cold water for convenience of stocking one type of pipe. 34 Hot Water Pipe System Comparison CPVC Copper GI PP-R 35 Hot Water Pipe System Comparison CPVC Copper GI PP-R 36
- 7. Pros and Cons of CPVC Pipes Strengths Limitations Superior corrosion resistance Good heat resistance (up to 100-110°C) High pressure resistance (3 bars at 90°C) Inert to most mineral acids, bases and salts, as well as aliphatic hydrocarbons Self-extinguishing and relatively low smoke generation Poor impact resistance Opaque Poor resistance to aromatic solvents, ketones and esters High cost, compared with PVC and PPR 37 New Stabilizer Systems • Worldwide there is a move to shift from the very efficient Lead systems for environmental reasons. • The alternatives are –Mixed Metal systems (Mainly Calcium- Zinc) –Organ tin systems (Methyl Tin and Butyl Tin) –Organic Metal Free systems (OBS) Light Weight PVC Pipes • For non Pressure Application: –Foam Core PVC Pipes – “Wavihole” type Hollow Core Pipes • For Pressure Pipes M-PVC O-PVC Foam Core PVC Pipes • 3 Layer Coextruded Pipe – Stiffness and properties not compromised much – Dramatic Weight Reductions possible Solid PVC Skin Layer Foam PVC Core Layer Solid PVC Skin Layer 3 Layer Pipe Extrusion Die head Solid PVC Foam PVC
- 8. Foam Core PVC Pipes Cheapening with Foam Cheapening with Foam Rs.90.00 Rs.85.00 Rs.80.00 Rs.75.00 Rs.70.00 Rs.65.00 Rs.60.00 Rs.55.00 Rs.50.00 R s . K g Rs.90.00 Rs.85.00 Rs.80.00 Rs.75.00 Rs.70.00 Rs.65.00 Rs.60.00 Rs.55.00 Rs.50.00 V o lum e C o s t R s ./L t r Solid 100% 10 PHR Solid 80% 20% Foam Solid 70% 30% Foam Solid 60% 40% Foam Solid 50% 50% Foam Solid 40% 60% Foam Solid 30% 70% Foam Formulation Cost Rs/Kg Rs.46.53 Rs.65.33 Rs.64.51 Rs.63.68 Rs.62.85 Rs.62.03 Rs.61.20 Volume Cost Rs/Ltr. Rs.67.94 Rs.85.06 Rs.78.95 Rs.72.83 Rs.66.71 Rs.60.59 Rs.54.47 Foam Core Pipe Applications • Non Pressure Pipe with good Wall Thickness: – DWV Pipes of larger Diameter – Cable Ductings – Casing Pipes?? Hollow Core PVC Pipes • Instead of Foam, the core can be hollowed. • A closely spaced set of oval holes running through the length of the pipe are formed by the “Wavihole Process”. • The cross section of the Pipe wall resembles an interconnected series of I Beams Modern light weight PPrreessssuurree PPiippeess ( Data obtained from the Chemsons Website) 1. M-PVC Impact modified known as M-PVC in Australia or PVC-A in UK where A is an abbreviation for Alloy. Provides increased toughness and ductility which allows for reduced wall thickness 2. O-PVC Stretched in line and then oriented biaxially or oriented off line in a blowing system. Provides strength and toughness from chain orientation under controlled conditions, which allows for reduced wall thickness TTeecchhnniiccaall rreeqquuiirreemmeennttss MMooddiiffiieedd MM--PPVVCC PPiippeess Product Requirements : 1. M-PVC pipe is processed with either CPE or acrylic impact modifiers at melt temperatures in excess of 200°C. This is to meet the high energy impact level from 20 meters drop . 2. O-PVC pipe has the 3 heat phases – Thick wall extrusion pre form, – Re heating inside and outside for stretching – Re heating for integral joint forming. 20 meter dart dropping rig
- 9. MMooddiiffiieedd MM--PPVVCC PPiippeess MPVC Pipes should not shatter on impact Formulation M-PVC SPVC K66/68 100 One Pack Stabilizer 3.0 *Calcium Carbonate 5.0 *2 micron coated Blue pigment 0.25 Impact Modifier 5.0 My Uploads in Slideshare http://www.slideshare.net/SiddharthaRoy11 My Uploads in Slideshare • http://www.slideshare.net/SiddharthaRoy11/pvc-compounding- ingredients-27694923 • http://www.slideshare.net/SiddharthaRoy11/siddhartha-roy- pvc-volume-cost • http://www.slideshare.net/SiddharthaRoy11/pg-40-43-sf-plastics- 12-11caco3 • http://www.slideshare.net/SiddharthaRoy11/pg-44-47-sf-calcium- carbonate-08-12proof6?related=1 • http://www.slideshare.net/SiddharthaRoy11/siddhartha-roy- vc-pe SSiiddddhhaarrtthhaa RRooyy 614 A K.P. Tower-2, Fatimanagar, Pune 411013 Mobile: 9890366632, Phone: 020-26860723 Email: royplastech@rediffmail.com